This week’s gauging category takes a step back and focus on Thread Lead as a whole. Sometimes when we focus on a specific detail, we can lose sight of the big picture. This week we will define thread lead, discuss the importance of lead and the effect lead error has on standoff.
What is Thread Lead?
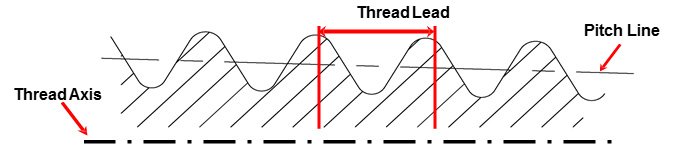
- API Definition – the distance, parallel to the thread axis, from a point on a thread to the corresponding point on the next thread.
- Physical Description – the distance from a point on a thread to the same point on the next thread. Typically lead is measured over 1” intervals, but can also be measure in cumulative intervals of 2”, 3” and 4”.
Thread lead is essentially how fast or slow the machinist is threading the part. If you receive a positive measurement when measuring lead, it is because there is too much space between your threads which means you are threading too quickly. On the opposite side, if you receive a negative lead measurement, then there is not enough space between the threads which means you are threading too slow. The simple solution is to then adjust the feed rate depending on the lead measurement you receive.
When measuring thread lead, you are measuring from load flank to load flank inside the thread form. All lead measurements are taken by using a specific contact point size, depending on the pitch of the thread, which sits inside the thread contacting each flank tangent to where the pitch line is located. The pitch line of a thread is an imaginary line that runs through the middle of the threads so that along the pitch line, the distance of the thread is the same distance as between the threads.

Are Thread Lead and Thread Pitch the same?
It is very common in the industry for individuals to refer to thread lead as thread pitch. While these measurements are the same, they are expressed differently. It is more common for individuals to confuse thread pitch and threads per inch. While TPI and Pitch are directly related, they are actually the inverse of each other. Thread pitch is defined as:
- API Definition – the axial distance between successive threads, which, in a single start thread, is equivalent to lead.
- Physical Description – the distance from a point on one thread to the same point on the next thread, measured in intervals of one thread.
So, thread lead is the distance from thread to thread measured over a 1” distance, while the pitch is the distance from thread to thread measured over one thread. In either case, you are checking the distance between each thread, just in a different interval. Thread lead is expressed at a + or – measurement from nominal, ex. +.001”. Thread pitch is expressed as a direct measurement, ex. 0.125” pitch.
Again, a more common issue is confusing threads per inch (TPI) with the thread pitch. Now, while they may be the same dimension, they are in fact the inverse of each other. If you have an 8 round thread with an 8 TPI, then the pitch of the thread is the inverse or 1/8 = 0.125” pitch.

Why is Thread Lead important?
Obviously if the thread element is called out in API specs, then it is a dimension you must measure, but how critical is this dimension? We defined thread lead above as: the distance from a point on a thread to the corresponding point on the next thread, typically measured over 1” intervals. Thread lead has a direct effect on functional diameter and is one thread element that will vastly affect standoff measurements. In order for the male and female connections to mate properly, you must make sure the threads line up. If you lead is not within tolerance, it will result in the threads not lining up which will then cause galling of the threads on both connections. Depending on the form and type of connection, lead error will affect the functional size or standoff differently. Aside from pitch diameter and taper error, thread lead error accounts for most incorrect ring or plug measurements.
What is the effect of lead error on standoff and functional diameter?
Depending on the connection type and thread form, lead error can affect the connections differently. Many manufacturers control the threading process by measuring pitch diameter or functional diameter with gauges, but do not explain how lead error will affect the standoff. Now, standoff is using ring or plug gauges to verify if the part’s size is within tolerance.
- Standoff (API Definition) – the distance between faces of gauges or gauges and product reference planes when mated.
- Physical Description – the distance between the ring or plug gauge face and the connection face or shoulder.
Another factor to take into account is the thread form of the connection. Lead error affects various thread forms differently. When calculating the effect of lead error on standoff for 60° threads or “V” threads, you use the following formula:

Affected Standoff = 2(√3) x lead error
Ex. 2(√3) x (0.001”) = 3.464 x 0.001” = 0.00346” standoff
So, while your lead error may be within allowable tolerance, your standoff gauge will sometimes measure badly because of the effect lead error has on the standoff. That is just with round threads. When you get into RSC connections, the lead error has a profound effect on diameter and standoff. In order to calculate the lead error effect on the functional diameter for all threads types, use the following formula:
Functional Diameter Change = (2 x lead error) / TAN(included angle/2)
Ex. (2 x 0.001”) / TAN(60/2) = (0.002”) / TAN(30) = 0.003464”
So, a 0.001” lead error will affect the functional diameter 0.0035” for this example. In order to calculate the effect standoff will have on the pitch diameter, you must know how they correlate to each other. The correlation between pitch diameter and standoff is expressed by dividing 12 by the taper per foot (TPF). This will yield the effect on standoff for every 0.001” change in pitch diameter you have.
P.D. to Standoff = 12 / (TPF) = the effect on standoff for every .001” change in P.D.
Ex. = 12 / (.750) = 16. So for every .001” change in pitch diameter, the standoff will be changed by 0.016”.
On RSC connections, lead error has a greater effect on pitch diameter and standoff as well. The effect that standoff has is much more significant than people realize. We will use the example of a 0.001” lead error on a 2” TPF rotary shouldered connection.
Functional Diameter Change = (2 x lead error) / TAN(included angle/2)
Ex. (2 x 0.001”) / TAN(60/2) = (0.002”) / TAN(30) = 0.003464” ≈ 0.0035”
P.D. to Standoff = 12 / (TPF) = the effect on standoff for every .001” change in P.D.
Ex. 12 / 2” = 6 = 0.001” x 6 = 0.006” effect on standoff from 0.001” P.D. change.
Functional Diameter Change x Effect on Standoff = Lead Error effect on Standoff
Ex. 0.0035” x 6 = 0.0208” Lead error effect on standoff
So, for a rotary shouldered connection with 2” taper per foot, a 0.001” change in pitch diameter affects the standoff about 0.006”; but a 0.001” lead error correlates to a 0.0035” change in pitch diameter which correlates to a 0.0208” change in standoff. So, for RSC connections, a 0.001” lead error can cause you to exceed your standoff tolerance while the part in question is actually still good.
In conclusion, you can see how exponentially lead error can affect standoff as well as pitch diameter across the various connections. Lead error is a huge problem for companies using ring and plugs to quantify functional diameter. What most people don’t realize is that ring and plug gauges aren’t taking a true pitch diameter measurement, they are taking a cumulative measurement of diameter, lead, taper, flank angle and form error. Each of these dimensions will have a profound effect on the standoff measurement, which is why lead should always be checked separately. With the equations in this newsletter, you can now calculate the affect your lead error is having on your P.D. or standoff to ensure your connection will accept the mated part.
Written by Connor O’boyle
