What is Buttress run–out?
- API Definition – the intersection of the thread root and the pipe outside surface.
- Ensuring the run-out thread root and insure that the external thread is sufficiently long and is a true run-out thread.
What is Buttress? Why is Buttress run–out important?
A Buttress thread form, also known as the “breech-lock” thread form, refers to two different thread profiles (internal & external). One is a type of leadscrew and the other is a type of hydraulic sealing thread form. The leadscrew type is often used in machinery and the sealing type is often used in oilfield production.
Buttress threads are designed to make-up completely where some round threads will have non-mating threads on the end of connections. API Buttress connections are designed to be made up to a final position, there is no final torque specified. Make-up acceptance criteria is defined based on the relative position of the coupling face compared to the triangle stamped on the pin end:
- Minimum make-up – one full thread turn before triangle base stamp.
- Maximum make-up – made up at the triangle apex.
What is the procedure for inspecting Buttress run–out?
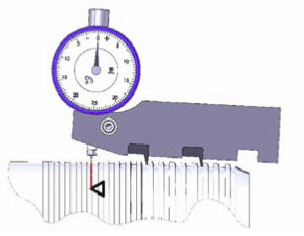
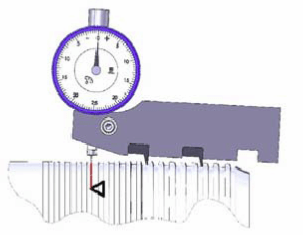
The Buttress run-out gauge has a balance dial indicator, which means you must set this gauge on a standard then measure the part to get a deviation from nominal. The Buttress run-out gauge is a little different in the fact that is only requires a qualified flat surface to zero the gauge on. It is vitally important that it is a QUALIFIED flat surface and not just a random surface. You must have something such as a gauge block or a precision ground table or use a qualified surface of a gauge. Buttress connections are also unique in the fact that different sizes have different characteristics. This means you must zero your gauge differently depending on the connection size being measured. In order to set the Buttress run-out gauge:
- 13-3/8” and smaller – set the gauge using a qualified flat surface. Place the gauge flat on the surface and turn your dial indicator bezel so the indicator needle reads zero.
- 16” and larger – set the gauge using the perfect thread roots as a setting standard. *These perfect thread roots shall be checked for acceptable taper prior to setting the run-out gauge.
The thread run-out shall be measured where it terminates or at the apex of the make-up triangle stamp, whichever is the shortest length, by placing the run-out gauge contact point at 90 degrees prior to the thread termination or the apex of the triangle, and rotating the run-out gauge clockwise until the contact point is out of the thread groove or beyond the triangle apex. If the indicator reads +0.005” (+0.13mm) or less, the run-out is acceptable. If the last thread groove is less than or equal to the distance from the end of the pipe to the apex of the make-up triangle (A1+0.375”), the thread shall be a true run-out thread.